


دستگاه جوش co2
درفرایندGMAW,قوس الکتریکی،از تماس سیم جوش(که ازجنس فولاد نرم است که با آب مس روکش شده است) با قطعه کار، برقرار می شود و عمل ذوب و اتصال فلز پایه را انجام می دهد.به منظور حفاظت از حوضچه مذاب در برابر عوامل جوی و گازهای فعال از گاز محافظ مثلCO2,آرگون وهلیوم استفاده می شود.دستگاه جوش co2 باید مهارات و تجربه کافی برخوردار بود برای جوشکاری co2 باید از بهترین تجهیزات استفاده کرد
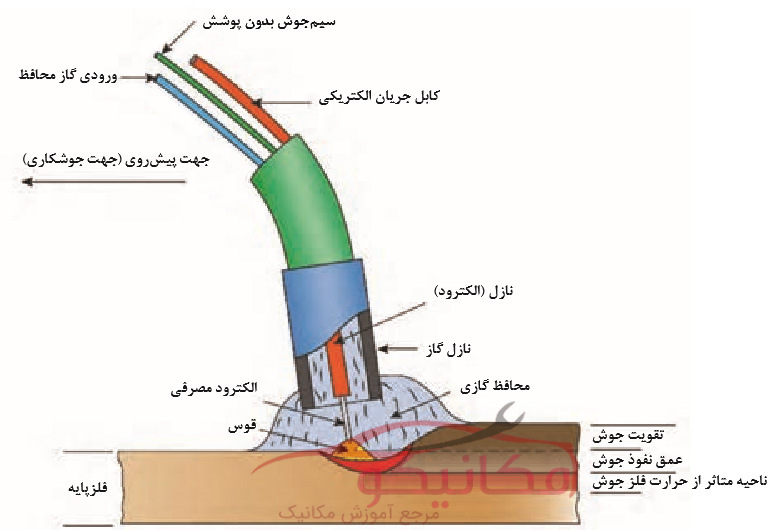
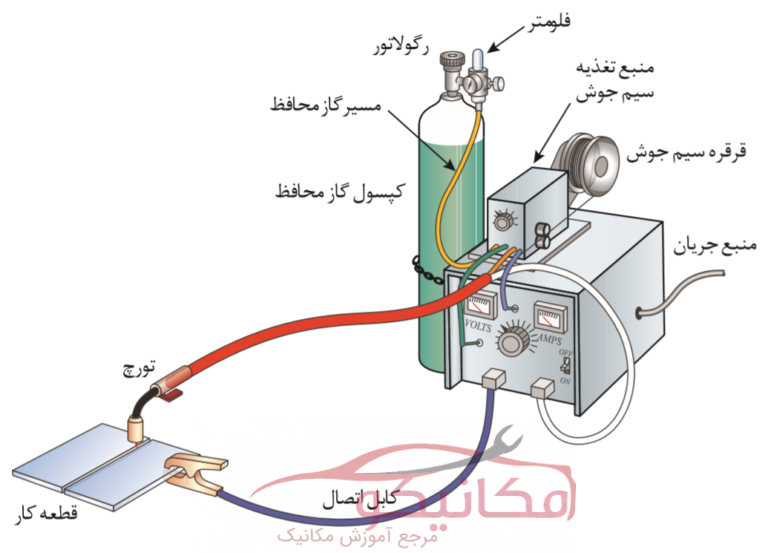
سیم جوش روی یک قرقره قرار دارد و توسط منبع تغذیه سیم از طریق یک فنر توخالی به سمت تورچ جوشکاری هدایت می شود. انرژی قوس، توسط یک منبع تغذیه جوشکاری تأمین می شود.
اجزا دستگاه جوش co2
نحوه جوشکاری CO2
تورچ جوشکاری
وظیفه تورچ جوشکاری انتقال سیم، گاز و جریان از منبع تغذیه به محل جوشکاری می باشد.
انواع تورچ:
تورچ دستگاه میگ برحسب مقدار آمپر و سیکل کاری به دو نوع هوا خنک و آب خنک تقسیم بندی می شود.
- اب خنک:برای جریان های بالای 350 امپر و و برای سیکل کاری بالای 40%
- هوا خنک :برای جریان حدود 350 امپر و برای سیکل کاری کتر از 40%
اجزای تشکیل دهنده تورچ
- شعله پوش ۱۶میلی متر
- نازل ۰٫۸ (M6)
- پایۀ نازل M6 وM8
- گازپخش کن
- گردنه ۶۲
- دستۀ تو
- کلید تورچ
- پیچ کلید تورچ
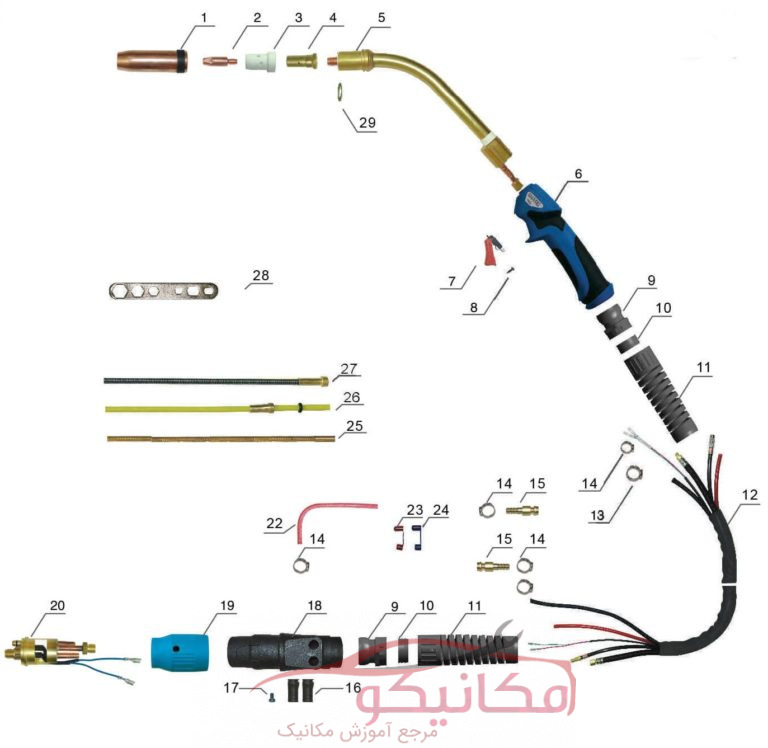
- مفصل تورچ
- فنر دسته
- کابل قدرت
- قاب آدابتور
- حلقۀ آدابتور
- پیچ قاب
- مهرۀ آدابتور
- آدابتور تورچ
- مهرۀ آدابتور تورچ
- فنر برنجی
- تفلون تورچ
- فنر تورچ
- آچار تورچ
اجزای دستگاه میگ مگ

۱- آمپر متر دیجیتال نشان دهنده جریان جوشکاری
۲- ولت متر دیجیتال نشان دهنده ولتاژ جوشکاری
۳- پتانسیومتر تنظیم دامنه جریان در حالت mma
۴- پتانسیومتر تنظیم دامنه ولتاژ برای حالت ۴T
۵- پتانسیومتر تنظیم دقیق ولتاژ قوس
۶- کلید تست گاز محافظ
۷- کلید وضعیت حالت اتوماتیک و دستی
۸- کلید حالت جوشکاری میگ مگ و جوشکاری الکترود
۹- چراغ سیگنال نمایشگر اتصال به برق شهر
۱۰- چراغ هشدار دمای بالای سیستم و نوسانات برق
۱۱- محل نصب انبرجوش مثبت یا کابل تغذیه وایرفیدر دستگاه میگ مگ
۱۲- محل نصب کابل فرمان وایر فیدر
۱۳- محل نصب گیره اتصال منفی
وایرفیدر:
منبع تغذیه کننده سیم جوش(وایر فیدر) که یک کلاف سیم روی آن نصب می شود، سیم جوش را با سرعت از پیش تنظیم شده به سمت تورچ و محل جوشکاری هدایت می کند.
اجزای اصلی تشکیل دهنده ی وایر فیدر به صورت ذیل میباشد :
- ضامن تضمین فشار بر روی غلتک سیستم می باشد.
- قرقره سیم co2 که وظیفه ی هدایت سیم به داخل تورچ با توجه به سایز سیم را دارد.
- و اصلی ترین جزء تشکیل دهنده ی وایر فیدر موتور یا همون پمپ وایر فیدر می باشد .
از همه مهمتر باید بدانیم که ضامن تنظیم فشار که بر روی غلتک سیم co2 سوار بوده و دارای کارایی بسیار حساس میباشد. قابل توجه است که تنظیم فشار ضامن که بر روی غلطک سیم co2 در دستگاه جوش co2 است، اگر بسیار کم باشد باعث بکس و باد بر روی قرقرهمی شود، اگر خیلی سفت باشد باعث سوختن موتور وایر فیدر در دستگاه جوش co2 می شود. همچنین مسئله ای که در وایر فیدر هاحائز اهمیت می باشد غلتک co2 بوده که وظیفه ی هدایت سیم co2 را دارد.
فیدر سیم
فیدرهای سیمی برای افزودن فلز پرکننده در حین جوشکاری رباتیک استفاده می شود. این امکان انعطاف پذیری را در ایجاد نرخ های تغذیه سیم جوش مختلف برای مطابقت با الزامات خاص برای یک مجموعه فراهم می کند. به طور معمول، فیدر سیم برای جوشکاری رباتیک بر روی بازوی ربات، جدا از منبع تغذیه نصب می شود. برای جوشکاری رباتیک، یک رابط کنترلی بین کنترلر ربات، منبع تغذیه و فیدر سیم مورد نیاز است. سیستم تغذیه سیم باید با فرآیند جوشکاری و نوع منبع تغذیه مورد استفاده مطابقت داشته باشد.
یک تغذیه کننده سیم الکترو با یک موتور با سرعت متغیر و یک موتور کنترلی برای تغذیه غلتک های قدرتی که الکترودها را با سرعت از پیش تعریف شده مشخص و یکنواختی هدایت می کنند.
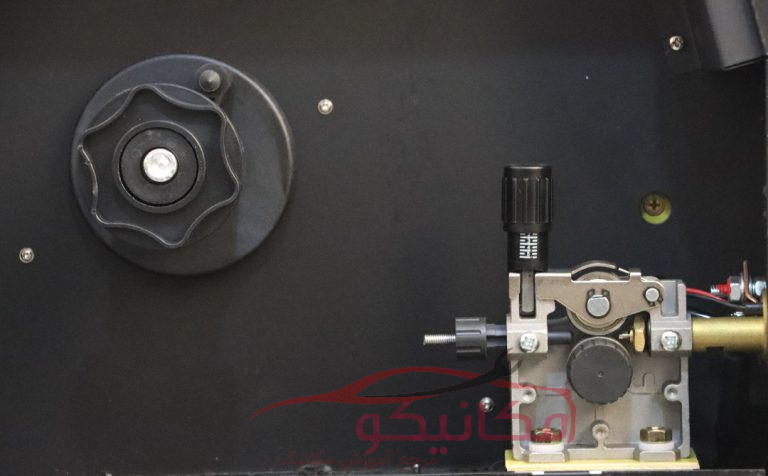
طریقه تنظیم فشار غلتک در دستگاه جوش co2 (میگ مگ) چگونه است؟
و اما طریقه ی تنظیم فشار غلتک در دستگاه جوش co2 (میگ مگ) به چه صورت می باشد؟ برای اینکار ضامن تنظیم فشار که بر روی غلتک co2 سوار است تا حد ممکن شل می نماییم و ولوم current دستگاه جوش co2 را روی … تنظیم میکنیم. سر سیمی که از دهانه ی تورچ بیرون زده را تا کرده و در دست نگه میداریم و تورچ را سوییچ میکنیم. در این حالت چون فشار روی غلتک جهت هدایت سیم نیست غلتک بکس و باد کرده، بیرون نمی اید. در این حالت فشار ضامن تنظیم کننده فشار که به صورت پیچ می باشد تا حد ممکن زیاد میکنیم تا جایی که دیگر غلتک co2 بکس و باد نکرده و سیم را براحتی به داخل دستان جا هداتی و عبور دهد. در این لحظه که دیگر غلتک co2 بکس و باد نمیکند، یعنی فشار ضامن تنظیم فشار به درستی تنظیم شده است.
برای اینکه جوشکاری CO2 با بهترین کیفیت صورت بگیرد لوازمی باید مورد استفاده قرار بگیرد که عمر طولانی داشته باشند، اینگونه هم بهره وری بالا می رود و هم از خاموش شدن دستگاه جلوگیری می شود. نحوه فعالیت در جوشکاری اینطور است که سیم از فیدر به قطعه کار به طور مداوم حرکت کند و جریان جوش منتقل شود که نازل جوش این جریان را برقرار می کند.
اجزاء وایر فیدر

درشکل زیر اجزای وایرفیدر مشخص شده است.
۱- پتانسیومتر تنظیم سرعت تغذیه سیم جوش
۲- پتانسیومتر تنظیم ولتاژ
۳- کلید تست سیم جوش
۴- محل اتصال کابل تورچ به آداپتور وایرفیدر
۵- شیلنگ ورودی آب سرد به تورچ
۶- شیلنگ خروجی آب گرم از تورچ
۷- الکتروموتور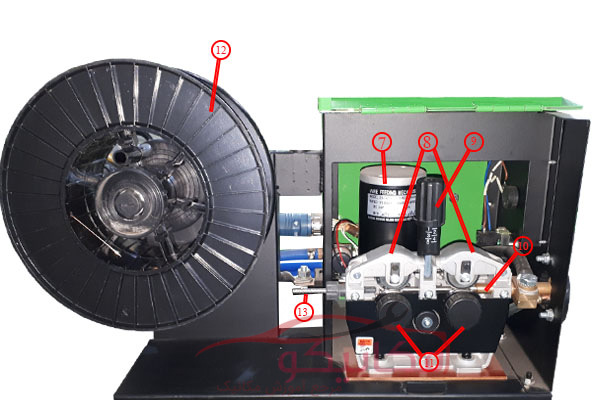
۸- غلتک های فشاری تغذیه سیم جوش
۹- کنترل کننده مقدار کشش و یا رانش سیم
۱۰- نازل خروجی تغذیه سیم جوش
۱۱- غلتک های شیاردار محرک
۱۲- قرقره سیم جوش
۱۳- نازل ورودی تغذیه سیم جوش

